
国家市场监管总局于2020年12月30日印发《乳品质量安全提升行动方案》,明确要求加大乳品质量安全监管力度,确保乳品抽检合格率达到99%以上。CIP(cleaning in place,in-place cleaning)清洗系统作为广泛应用于食品、药品行业生产过程中的基础配套设施,是产品质量安全保证的重要设备。文献显示,国内目前乳品厂使用的CIP清洗控制系统多为本地化控制,系统数据保存在本地数据库中,不利于监管部门的过程性监管,因此,有必要基于物联网技术设计一种实现在线监控功能的乳品生产线CIP清洗控制系统。
CIP清洗又称原位洗涤或者定位洗涤,国内也叫就地洗涤。CIP清洗在洗涤过程中不需要拆卸原有装置,通过控制清洗液的浓度、温度、清洗时间、清洗时的压力和流速等条件,即可对装置加以清洁。配合自动控制技术,这种清洁方式降低了劳动强度,缩短停机清洗时间,提升了生产效率,因此该系统被广泛运用于食品工业中的乳品、饮料、果汁及酒类的生产。
乳品加工过程主要包括原料乳验收、净化、标准化、杀菌和罐装等环节。未经处理的生鲜乳(原料乳)经过微生物检测、感官检测和理化指标检测后方可进行净化处理,原料乳中大部分杂质被滤除后还存在一定数量的微生物、白血球、红血球等需要通过离心分离净化处理才能去除,净化处理后的原料奶需要冷藏运输或保存。原料奶按照乳品品质要求进行标准化处理,调整产品中各类营养物质的比例后进行均质处理,处理后的乳品经巴氏杀菌后即可进行冷却和罐装处理。乳品生产过程中的主要污垢是蛋白质、脂肪、糖和各类矿物质,其理化清洁特性见表1。
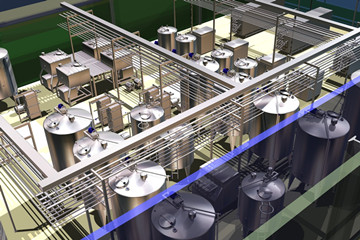
CIP系统的结构见图1,系统主要设备有用于冲洗、消毒和回收的罐体6个,换热装置1套,出液泵和回流泵各1台,配套传感器及仪表1套,配套管路1套,配套阀门1套。
在设备选型和施工过程中,按照使用频率和污染程度确定罐体与清洗目标之间的排序,使用频率越高,清洗过程污染越严重的设备应距离清洗目标越近,这样可以最大程度地避免清洗过程中的交叉污染。为保证回收液体的清洁度可增加回收液过滤罐,通常在乳品生产过程中回收碱液的杂质较多,建议增加过滤罐。清洗过程中,管路中可能会有空气进入,出液泵和回液泵不能选择同一类型,建议出液泵选择普通的离心泵,回液泵选择自吸式离心泵,并且回液泵的流量稍大于出液泵。管路施工过程中,应尽量避免造成清洗死角,严格按照管路施工工艺规范和要求进行施工,保证冲洗液在管道中形成湍流,确保冲洗效果。管体内冲洗喷头的选择应按照罐体尺寸和结构进行选择,确保冲洗过程中不形成积液,冲洗罐体表面的压力和表面覆盖率达到设计标准。
本系统设计的原则是,在保证乳品生产厂家正常使用CIP系统的前提下,方便监管部门对生产过程进行过程性监管,数据具有可追溯性。
CIP系统设计了3个功能模块,分别为CIP清洗本地控制系统、CIP通讯数据服务器、CIP监管终端系统(图2)。CIP清洗本地控制系统采用经典工业控制技术进行设计实现,可以保证系统具有独立清洗功能,不会因网络原因影响正常生产。此外,本地系统带有数据管理模块,可按照监管要求进行数据上传和管理数据下发。CIP通讯服务器具有数据通讯服务、数据存储、权限管理、报警管理、报表管理功能。CIP监管终端采用B/S结构,不需要安装专用软件,方便用户使用。
本地控制系统的功能是完成CIP系统工作流程和监管数据上报。考虑到乳品生产线工业环境的复杂性和系统运行的高稳定性要求,主控制器选择PLC进行控制系统控制,此种控制方式技术成熟,性能稳定。
本系统被控对象中共有数字量输出信号32路、模拟量输入信号21路、模拟量输出信号3路,具体信号功能及类型统计信息见表2。兼顾后期系统功能的扩展性,硬件设备选型时预留20%余量,控制器数字量输出信号配置40路、模拟量输入信号配置28路、模拟量输出配置6路。根据信号点数和控制工艺流程要求,兼顾系统性价比,选择西门子公司生产的S7-200SMART系列中的SR60(AC/DC/Relay)PLC作下位系统控制器。本PLC支持TCP/IP通讯和串行通讯,功能扩展方便,数据处理能力强。
数据管理模块和控制器之间采用TCP/IP通讯,本地配置触摸屏,触摸屏与主控制器之间也采用TCP/IP通讯方式,选择深圳昆仑通态科技有限公司生产的TPC1071Gt型号触摸屏。为提高系统集成度,数据管理模块集成4G通信模组和数据交换功能,不再需要交换机和独立通信模组,减少了系统故障点。综合分析国内外数据管理模块性能,选择SuK-BOX-4G智能数据管理终端,该终端拥有1个RS 232接口、1个RS 485接口、2个网络接口,可以和主流的PLC通讯,支持直接通过4G网络接入服务器。项目本地控制器硬件架构设计见图3。
服务器的选择:(1)考虑终端并发接入数量,包括接入的设备终端和管理终端数量之和;(2)服务器的服务处理能力,主要是指服务器硬件配置的情况;(3)考虑网络接入的带宽,带宽越大支持访问的实时性就越好;(4)服务器的操作系统,不同的操作系统对不同框架支持性能不同,如Windows系统对asp程序支持较好,而Linux系统对php程序支持较好。服务器可以是私有服务器,也可以架设专用服务器,这里建议使用阿里云服务器或腾讯云服务器,因为其服务商可提供7×24h的服务,可以保证系统稳定可靠运行。系统采用B/S结构,只要监管终端可满足目前IE浏览器的正常运行即可。按照300个智能终端和50个管理终端的接入功能能力计算,推荐的服务器和监管终端的硬件配置情况见表3。
PLC的编程软件使用STEP7-Micro/WIN SMART V2.5,系统有手动与自动两种模式,程序具体流程见图4。本地清洗包含清水冲洗,使用清水冲洗容器表面多余的奶液和糖;碱顶水,为碱洗做准备,排掉管道和待清洗容器中的水;碱循环,通过碱液循环溶解容器表面的蛋白质和脂肪;水顶碱,排掉管道和待清洗容器中的碱液;酸顶水,排掉管道和待清洗容器中的水;酸循环,通过酸液循环溶解容器表面的矿物质;水顶酸,排掉管道和待清洗容器中的酸液;热水顶冷水,排掉管道和待清洗容器中的冷水;热消毒,使用热水对管道和待清洗容器进行消毒等9个阶段。自动循环过程中,按照冲洗罐中的液位、循环温度和循环压力进行动态调节,因热交换器换热能力有限,需对系统进行预热处理,循环过程中热交换器通过PID调节控制循环管路温度。
为保证清洗效果,应按照乳品生产的不同工段合理设置清洗参数,参数设置通过触摸屏实现,触摸屏运行主界面见图5。触摸屏除具有清洗过程图形化显示功能之外,还具有手动操作、故障记录、参数设置、系统管理等功能。PLC与触摸屏之间可通过交换机进行数据交换,也可直接进行数据交换,只要PLC和触摸屏工作正常就可保证本地CIP清洗系统功能正常。
CIP数据模块部分,软件设计是重点环节,项目使用SuKConfig V4.0.4配置软件对数据模块进行设计。软件设计包含3点:(1)重点监控数据的采集与下发设计,根据监管需要对系统中的重点数据进行传输配置,确保系统数据传输稳定;(2)SuK-BOX-4G智能数据管理终端配置设计,根据系统连接方式对连接信息进行配置;(3)安全报警与终端防拆卸设计,可根据监管要求对系统报警信息和终端模块防拆卸功能进行配置,通过软件配置确保硬件运行的稳定性。数据模块的软件设计见图6。
CIP管理后台的设计使用物联网监控平台进行二次开发,此平台支持云端部署与私有部署,用户可根据系统规模和安全要求进行配置,平台配置灵活方便,安全性高。
管理后台软件设计包括以下3方面:(1)监管界面设计。监管界面设计采用组态技术进行开发,只需要对数据终端传输的数据进行组态配置即可实现生产过程的图形化监控。(2)权限管理设计。系统采用用户角色授予操作权限的方式进行权限管理,系统设置管理员、工程师、操作员、访客4类权限,操作权限依次递减。(3)报表与报警功能设计。报表及报警功能是监管系统重要的基础功能,报表可为监管提供决策的基础数据,报警可通过系统自动完成异常信息的推送,减轻监管人员的工作强度。监管后台的运行界面见图7。
第1步,通过STEP7-Micro/WIN SMART V2.5软件把清洗控制程序下载至PLC中,将PLC置于运行模式,等待触摸屏和数据传输模块连接。第2步,通过McgsPro 3.3.1.4软件将组态配置好的CIP终端触摸屏程序下载至触摸屏,运行触摸屏连接PLC控制器。第3步,通过SuKConfig V4.0.4软件将数据模块项目下载至硬件数据模块,重启终端后自动通过4G数据网络建立清洗终端和服务器之间的通讯连接。第4步,通过Windows系统的PING功能对服务器连通情况进行测试,检查服务器服务是否正常。第5步,通过浏览器打开监管客户端进行软件测试,具体测试结果见表4。
本系统基于主流物联网技术和工业控制技术设计实现,能够满足乳品生产不同工段的清洗要求,清洗效果好。系统采用4G通讯技术,数据吞吐量大,传输稳定,国家乳品质量安全监管部门对企业的清洗过程可进行监管,对提升产品品质具有重要的现实意义。此外,系统的触摸屏、数据模块、后台服务部分的软件设计都采用了组态技术,具有开发周期短、效率高、成本低的优势,有明显的经济效益和社会效益,该设计方法对于同类系统设计具有参考价值。












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}