随着农业产业结构调整, 我国水果生产及果品加工业得到迅速发展。其中果汁加工可以使自然落果、残次果得到充分开发利用, 特别是一些营养价值高但又不宜鲜食的野生和半野生水果资源可以身价倍增, 成为农村加工业的新兴产业。果汁加工类成套设备大量进入水果产区, 其设备的操作使用与维修保养, 须给予高度重视, 以提高产品质量和设备生产效率。
(1) 工艺流程。水果原汁是指采用新鲜水果作原料, 通过机械化压榨取得的汁液。如果采用蒸发和其它措施去除原汁中的大部分水份, 就得到浓缩汁。水果原汁的加工工艺流程一般是:输送—分检—清洗—破碎—压榨—澄清—过滤—调质—杀菌—灌装。
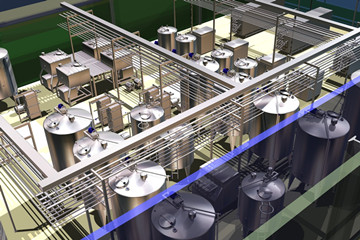
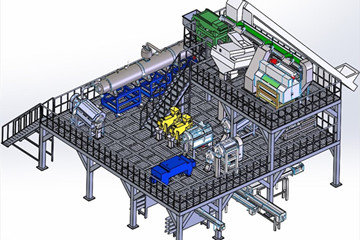
(2) 工作过程。以处理1000kg/h水果的小型水果汁加工成套设备为例, 其工作过程是:将水果原料倒入地面提升机料斗, 由提升机送到过渡料仑, 经料仑出口不断落入水槽, 水槽中的流水对水果有浸泡和输送作用。与此同时, 操作人员可将水槽中的水果进行分检, 把有病虫害和腐烂的水果去除。然后, 果品从水槽进入洗果机。洗果机除清洗水果外, 其螺旋在提升水果的同时用离心力可以去除水果外表之水。清洗后的水果通过提升机出口进入破碎机进行破碎, 破碎后的果肉直接落到连续榨汁机的输送皮带上, 被一系列压辊不断加压, 将果汁榨出。果汁流进过滤罐中, 然后泵入贮汁澄清槽。澄清槽装满果汁后, 加入一定比例的澄清剂, 并通过装在澄清槽中的蒸汽加热盘管, 使果汁适当升温, 以加速澄清过程的完成。澄清后的果汁清亮透明, 再通过过滤机去除少量悬浮物。从过滤机过滤后的果汁输入调质罐, 在此加入适量糖液, 使果汁酸甜适中, 最后经杀菌和罐装, 完成果汁加工全过程。
(3) 设备主要性能。小型果汁加工流水线主要性能:生产率1000kg/t, 配套动力28.5k W, 耗水量4~5t/h, 出汁率 (以苹果为例) 70%~75%, 生产人员15~20人, 占地面积约300m2, 总体尺寸 (长×宽×高) 3300mm×5400mm×2800mm。
(1) 准备及检查。 (1) 使用前先检查各台设备的紧固件有无松动, 油泵液压油应加足, 并定期对各运动部件及轴承部位加注润滑油 (脂) 。 (2) 检查各单机运转情况, 管路接头有无渗漏现象。 (3) 将与果品、果汁相接触的零部件用清洗剂和清水冲洗干净。
(2) 破碎和榨汁。 (1) 洗果机充满水后, 打开水槽的喷水阀门, 依次开动提升机和洗果机, 并开始向提升机供料。通过调节料斗出口插板开启的大小, 来控制喂入量。保持喂入均匀连续, 适合生产率要求。 (2) 当水果在洗果机中开始提升后, 即启动破碎机和榨汁机, 操作人员注意及时开动饮料泵将槽中的果汁送入贮汁罐。
(3) 果汁澄清、过滤。当贮汁罐即将装满时, 打开出料阀门将果汁注满一个澄清槽, 并开启供汽阀门, 通过澄清槽中的盘管对果汁加温;与此同时, 按工艺要求加入一定量的果胶酶, 人工搅拌5分钟后, 让果汁澄清约1小时左右。等贮汁罐再次装满果汁后, 可以在另一澄清槽中重复以上操作。以硅藻土为助滤剂的过滤机, 在使用前必须进行硅藻土的预涂作业。即将一定量的澄清汁与硅藻土混合后, 在过滤机中循环约10~15分钟, 使硅藻土在滤网外形成一层厚薄均匀的过滤层, 以取得良好的过滤效果。在调质罐中加糖调制时, 糖液必须事先经过过滤, 以清除其中的杂质和悬浮物。
(4) 杀菌、罐装。 (1) 果汁的杀菌温度可以利用微机来控制, 也可人工控制, 杀菌的时间严格按工艺要求来确定。作业时, 应先泵入果汁后通蒸汽, 开始时杀菌温度较低, 果汁会在管路中自动循环流动, 以延长杀菌时间。 (2) 加工线采用热罐装工艺, 包装瓶需经清洗杀菌和预热, 才能保证果汁的卫生质量和避免炸瓶。果汁罐装前在高位罐中已经适当降温。 (3) 装瓶后的果汁适当进行降温后, 利用瓶内果汁的余热, 使瓶表面的水份加速蒸发以利粘贴标签。
(5) 工作场地清理。工作结束后, 用清水对全部与果品、果汁相接触的零部件进行冲洗, 清除机内一切残留物, 最后将地面清洗干净, 并关断电源、水路和汽路阀门。
(1) 设备使用安全防范。严禁在机器运转时进行检修, 发现故障后应立即停车, 查明原因并排除之。冬季作业时, 要注意防范设备的冻裂损坏, 尤其是泵和管路在停工时应将水放净。
(2) 质量安全保障。 (1) 水果分检时, 应确保无腐烂变质的水果进入洗果机和破碎机。过滤操作中, 注意压力表指示的过滤压力不得超过规定的要求。否则要对过涉及机进行清理和重新涂布硅藻土。 (2) 清洗板式杀菌器时, 若水温低于杀菌温度, 水会自动回流反复冲洗板片, 操作人员可开启调质罐下的三通阀放掉废水, 并用干净水彻底冲净一遍。
(3) 操作注意事项。 (1) 为保证榨汁作业的正常进行, 应保持榨汁滤网的畅通。经常以高压水冲洗上下滤带, 需注意防范冲洗用水淋湿电机等电器设备, 以免带来电路故障。 (2) 要绝对防止硬杂物进入两带之间, 以免损坏滤带和胶辊。 (3) 如发现滤带有破损和跑偏时, 应及时进行修补和调整, 必要时更换新带并保证带面平整。